


Heißvulkanisierter Keramikbelag – der Weg zu höherer Förderbandverfügbarkeit


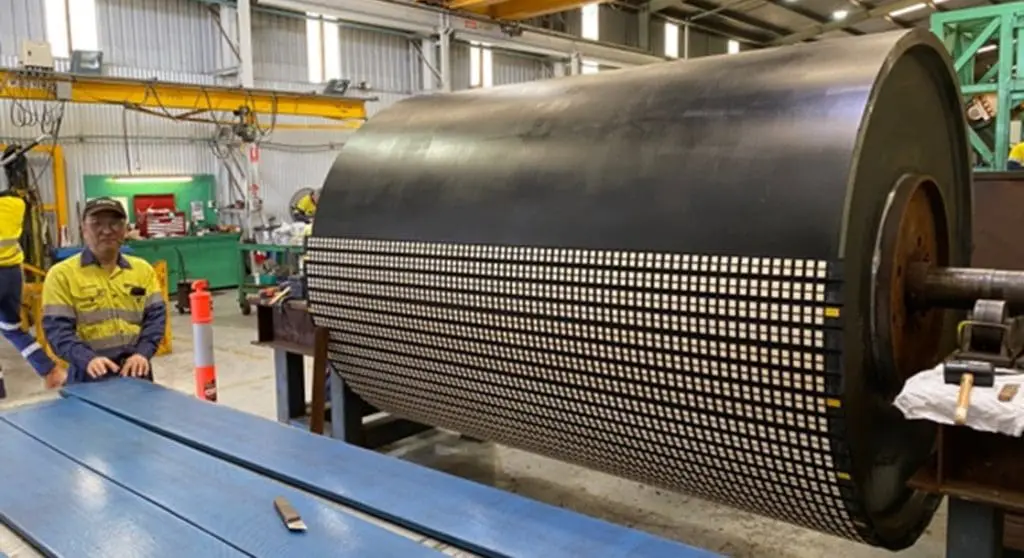


12 mm heißvulkanisierte Keramikisolierung



Große Goldmine in Australien – erhöhte Lebensdauer der Seilrollen mit Elastotec/PROK HVCL
Eine der größten Goldminen Australiens, im Südosten von Perth gelegen, produziert rund 750,000 o

T&T Peru 2023
Vielen Dank an den peruanischen Bergbausektor. Vielen Dank für den Raum, um Ihre Herausforderungen zu diskutieren. Vielen Dank

Vorbeugung von Blasenbildung in dampfbeheizten Autoklaven
Dieses technische Bulletin beschreibt die Ursachen der Blasenbildung und beschreibt eine Reihe von