


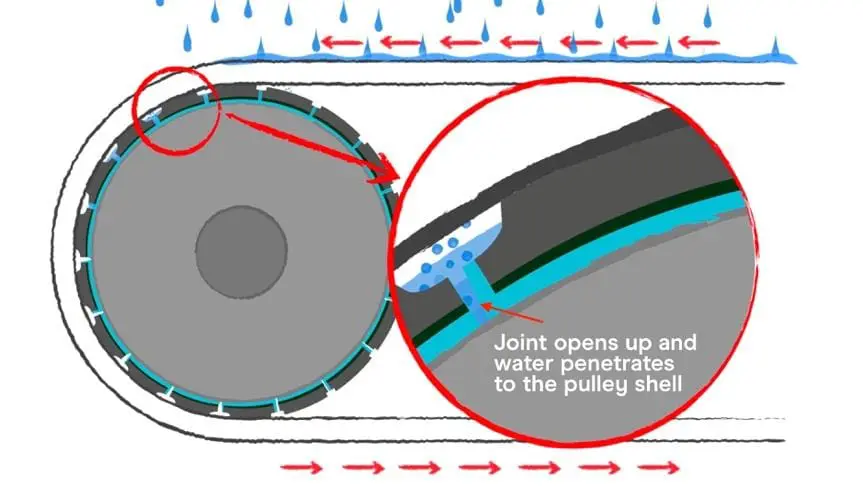
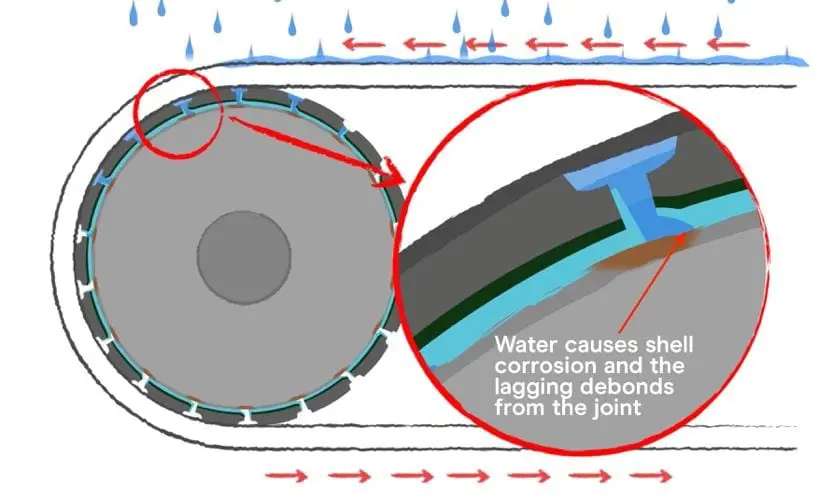
Vulcanisation à chaud ou collage à froid pour les applications de revêtement de poulies : quelles sont les différences ?










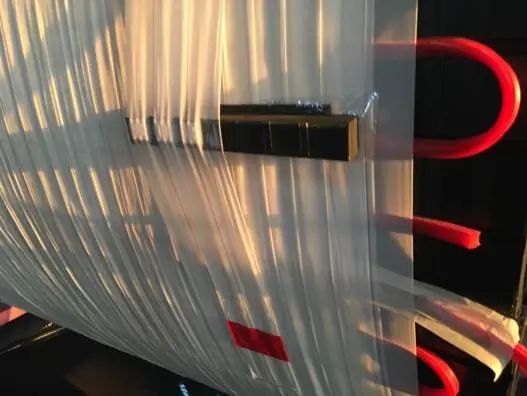
















Poulies en contact avec le côté porteur de la courroie
Les poulies en contact avec le côté porteur (sale) de la courroie ont un défi différent de toutes les autres p

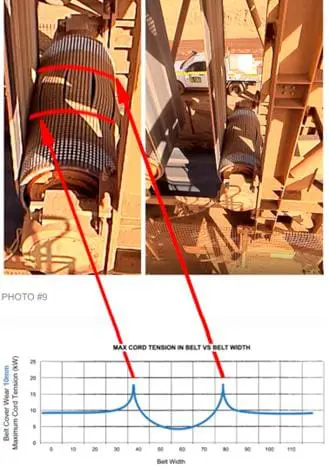
Défaillance du couvercle inférieur de la bande transporteuse due aux galets tendeurs et aux poulies
Usure excessive du couvercle inférieur de la courroie résultant d'une mauvaise disposition du galet tendeur et de la poulie en céramique

Modèle théorique pour évaluer les effets de l'usure de la courroie sur la contrainte de calage
Overland Conveyor Company a été mandatée par Elastotec Pty Ltd pour développer un modèle théorique pour étudier