


Hot Vulcanised Lagging Application

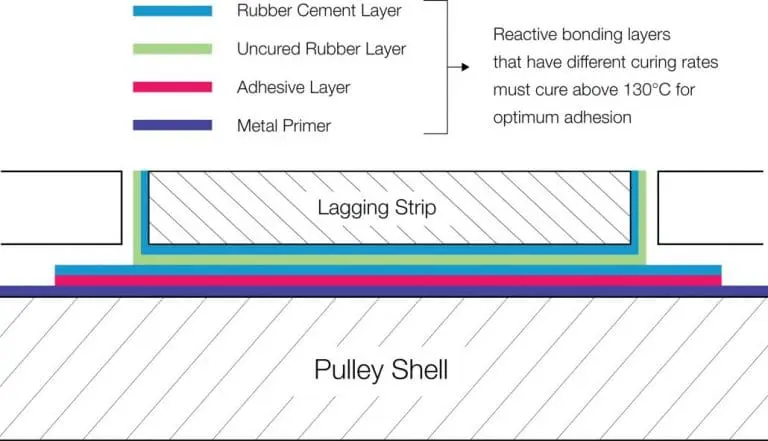


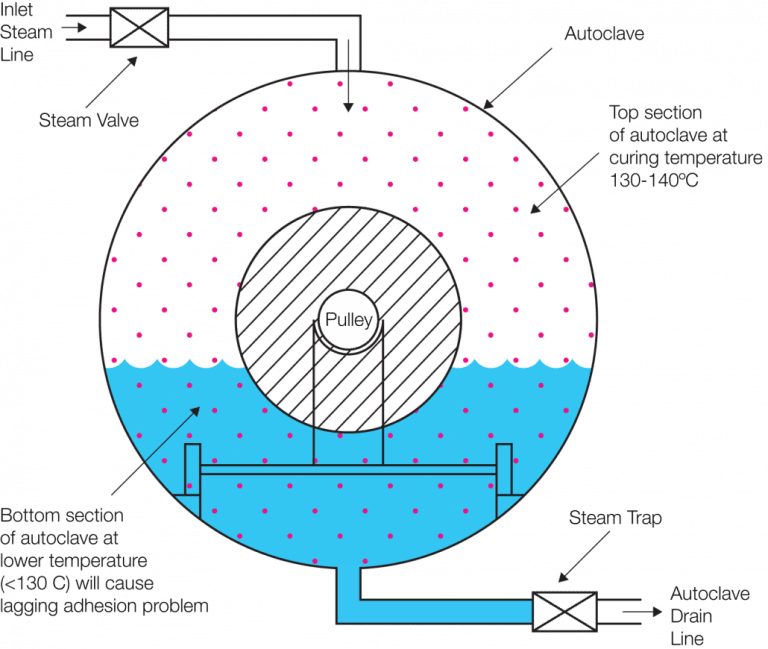
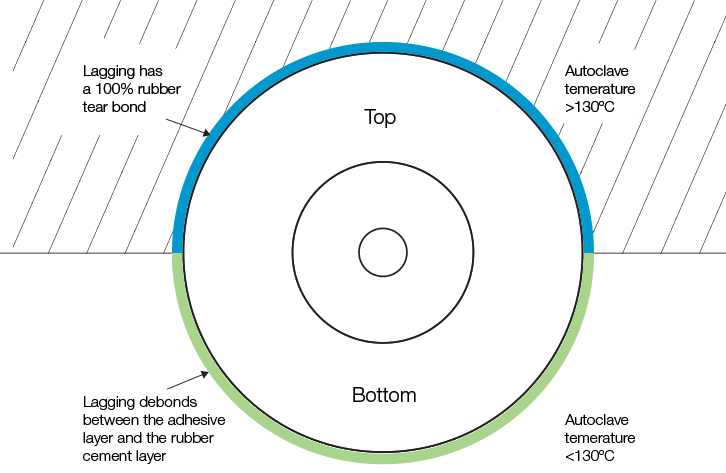



Prevention of blisters in steam heated autoclaves
This technical bulletin will outline the causes of blister formation and will detail a series of sim

Hot vulcanised v’s cold bonded lagging
The Elastotec aim is no pulley failures due to inadequate pulley lagging. Compare the difference bet
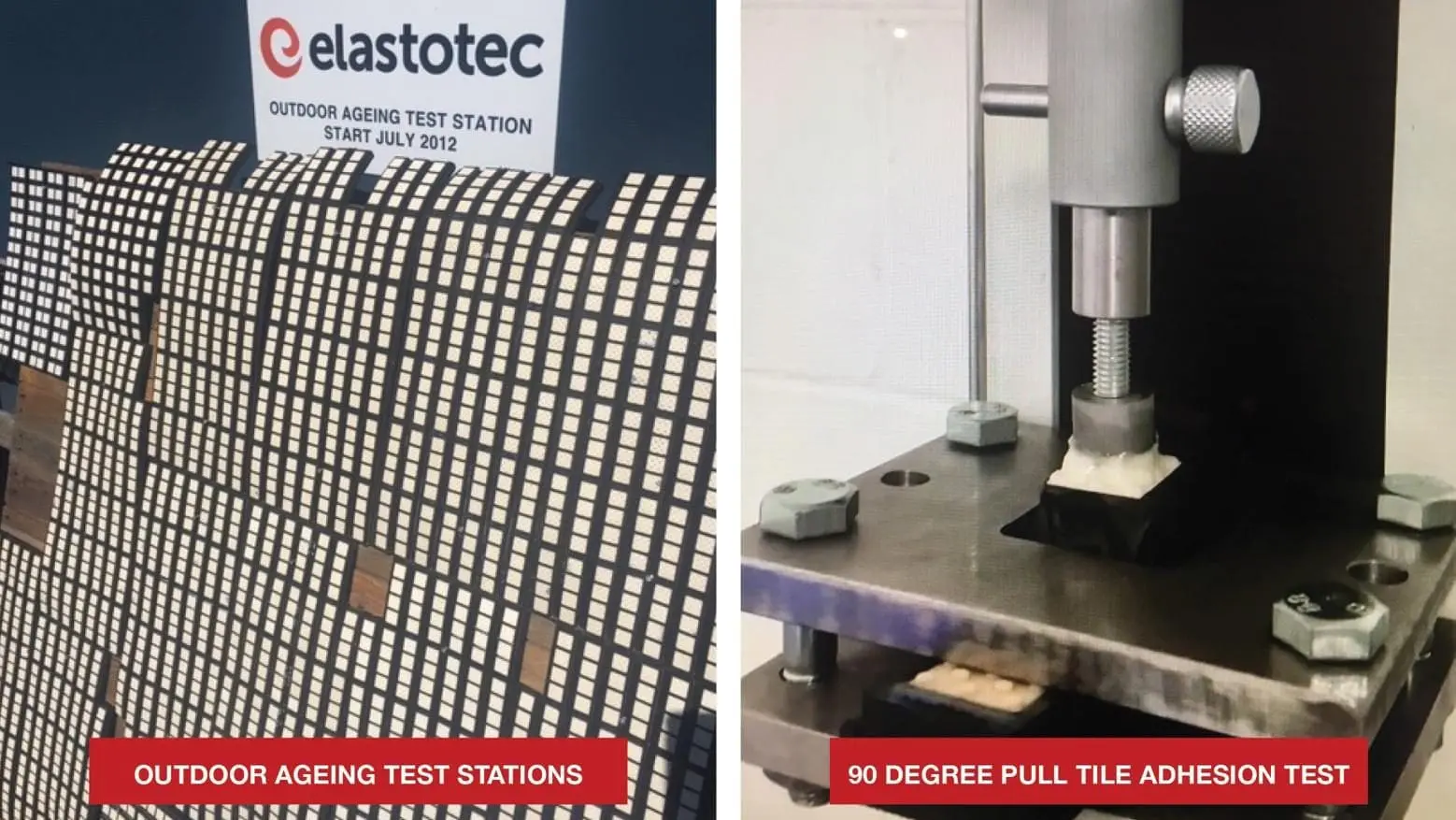
Outdoor ageing performance of Elastotec Ceramic Lagging
Ceramic lagging is widely used in applications that require increased levels of grip and long servic