Overview
Mining technology is rapidly evolving to meet the challenges of extracting minerals in remote locations, often with extremes of weather and often from ore bodies located deep underground. To achieve production costs that are competitive and sustainable, a number of new technologies are being adopted by major mining companies. These include increasing use of automation and the use of high powered, gearless drive conveyors for their transportation requirements.
To maximise the effectiveness of these technologies, the reliability of the equipment becomes critical to ensure target production costs and production outputs are achieved. For conveyor pulleys, this has necessitated the use of pulley lagging that can handle the increased loads applied by high-power drive systems, extremes of temperature from -50°C to +75°C, and in many cases operation in extremely wet and corrosive environments.
Cost of lagging failure
Traditionally, many pulleys have been lagged with cold vulcanised bonding systems which were convenient to use and did not require the use of specialised equipment – effectively convenience was given priority over performance.
Today, the costs of conveyor downtime are enormous – for example, a conveyor transporting 12,000 tonnes/hour of ore, worth US$60.00/tonne, conveyor downtime costs the mining company US$720,000/hour.
For the past five years, Elastotec has collected data from our network of Approved Applicators on the modes of lagging failure that are seen on pulleys sent for refurbishment. Three of the most common modes of failure are:
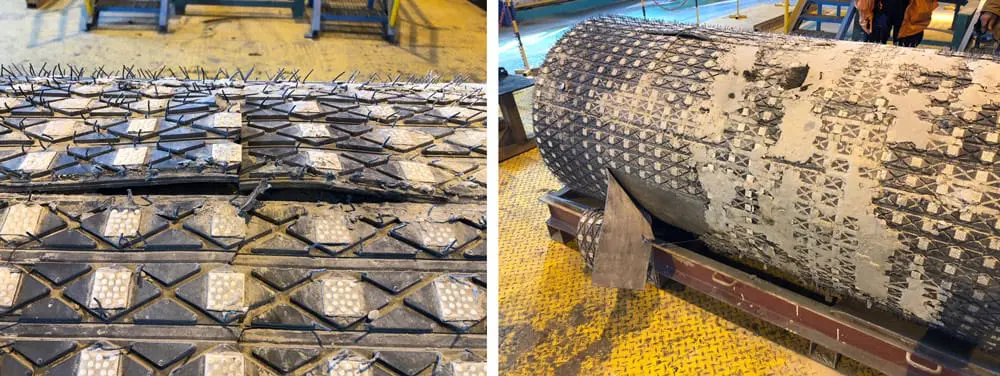
- Debonding from the pulley shell.
- Edge lifting.
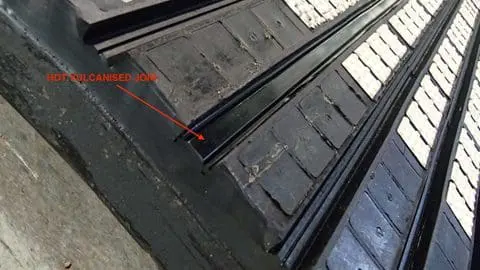
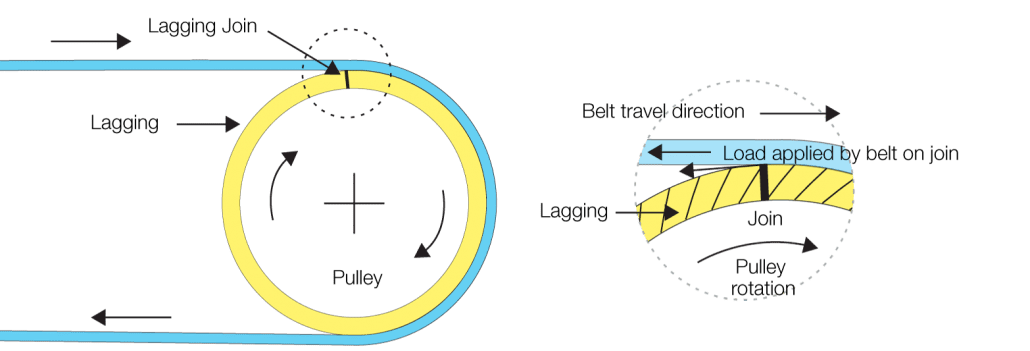
- Corrosion at the joints between lagging strips, leading to lagging debonding.
It has been well documented that cold vulcanised bonding of pulley lagging increases the likelihood of premature lagging failure due to debonding from the pulley shell, edge lifting, and corrosion of the shell at the joints between lagging strips. In many cases, these types of failures, require relagging on the conveyor, resulting in loss of production. Because the conditions for lagging on the conveyor are less than ideal, these problems often reoccur.
Three of the most common causes of failure with cold vulcanised bonding are:
1. Debonding of lagging from the pulley shell
Debonding from the pulley shell is a catastrophic failure that occurs most commonly on drive and high-tension bend pulleys; when the force applied to the lagging exceeds the adhesion strength of the bond between the lagging and the pulley shell. A common standard for cold vulcanised bonding is an adhesion of 9 N/mm – ideal conditions in factory application, with everything done correctly can provide adhesion from 9 to 15 N/mm. However, when lagging is cold vulcanised without OEM application procedures, or in poor conditions (on the conveyor), in many cases adhesion is below the standard of 9 N/mm.
All that is required for the lagging to debond is for the shear forces applied to the lagging to be greater than the adhesion of the lagging to the pulley shell.