

Improvements in Cold Vulcanised Adhesion of Pulley Lagging


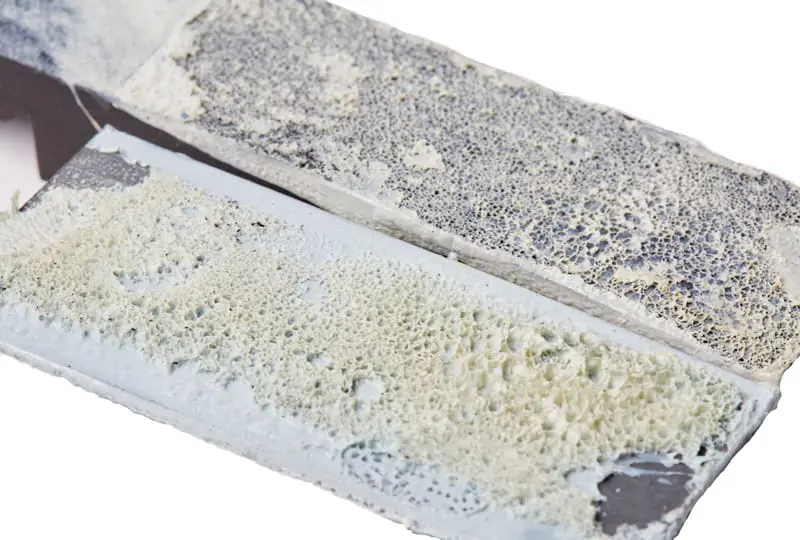




Prevention of blisters in steam heated autoclaves
This technical bulletin will outline the causes of blister formation and will detail a series of sim

Hot vulcanised v’s cold bonded lagging
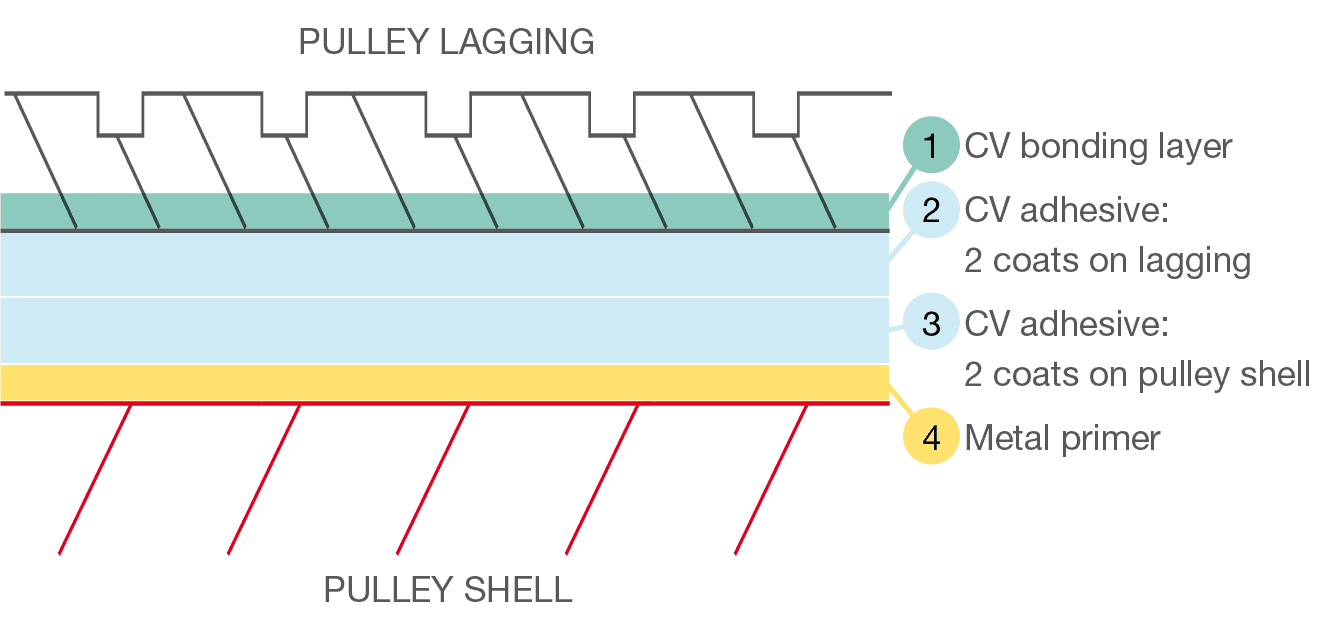
The Elastotec aim is no pulley failures due to inadequate pulley lagging. Compare the difference bet

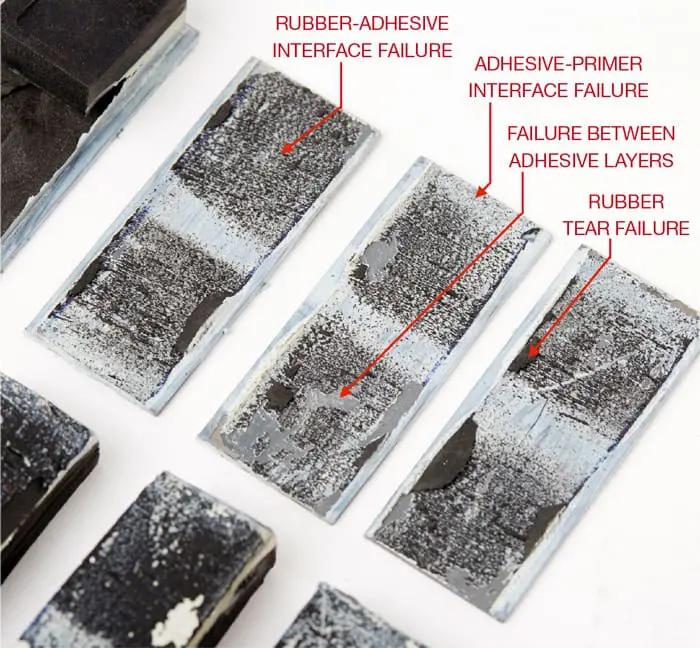
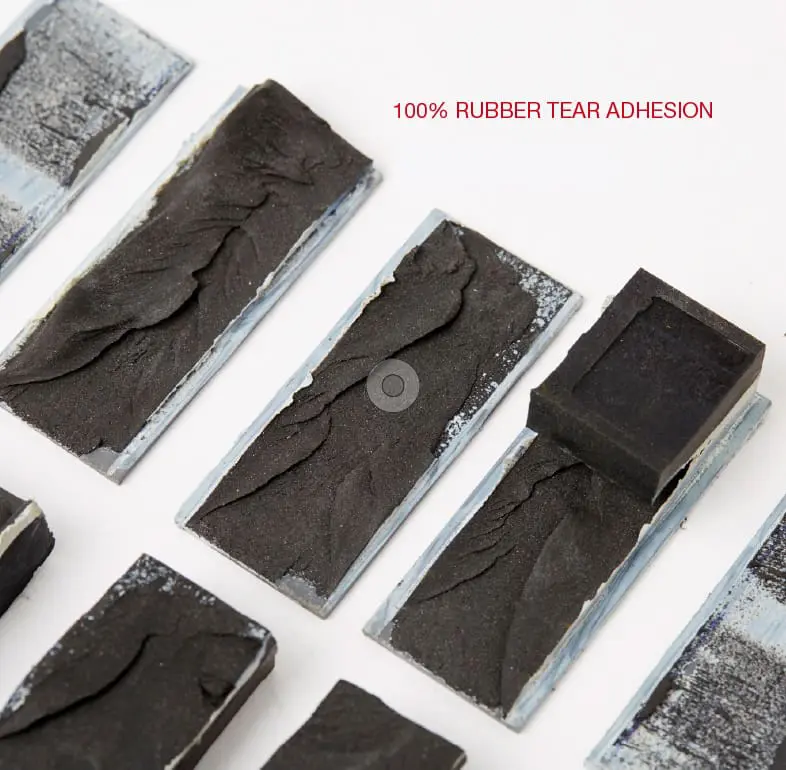
Elastotec adhesion testing
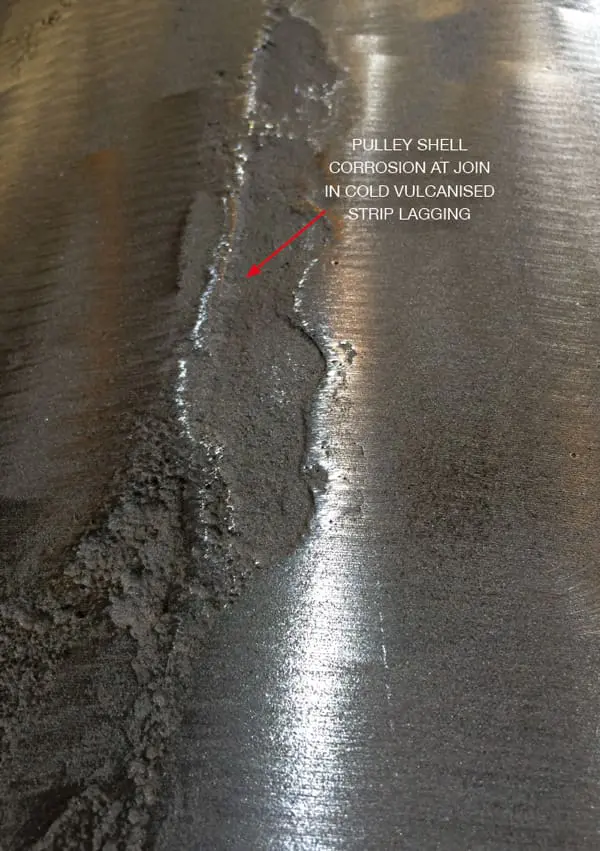
At Elastotec, we engineer lagging solutions that keep conveyors running. Here are some causes of lag